Ⅰ Cấu hình / công cụ được đề xuất:
1. Hệ thống xả và loại bỏ bụi
2. Kìm bấm côn và mũi kim (cắt dây điện bị rò rỉ)
3. Phấn đánh dấu lốp (đánh dấu vị trí vết thương, chiều rộng gai lốp, v.v.)
4. Chất bôi trơn bánh xe giãn nở (bôi thường xuyên)
5. Bảng thông số lốp (nhập trước bảng cấu hình PC, và gọi ra trực tiếp khi đánh bóng)
6. Thước đo chân đế / thước đo độ sâu mẫu / thước dây linh hoạt (có thể được sử dụng để phát hiện theo từng giai đoạn)
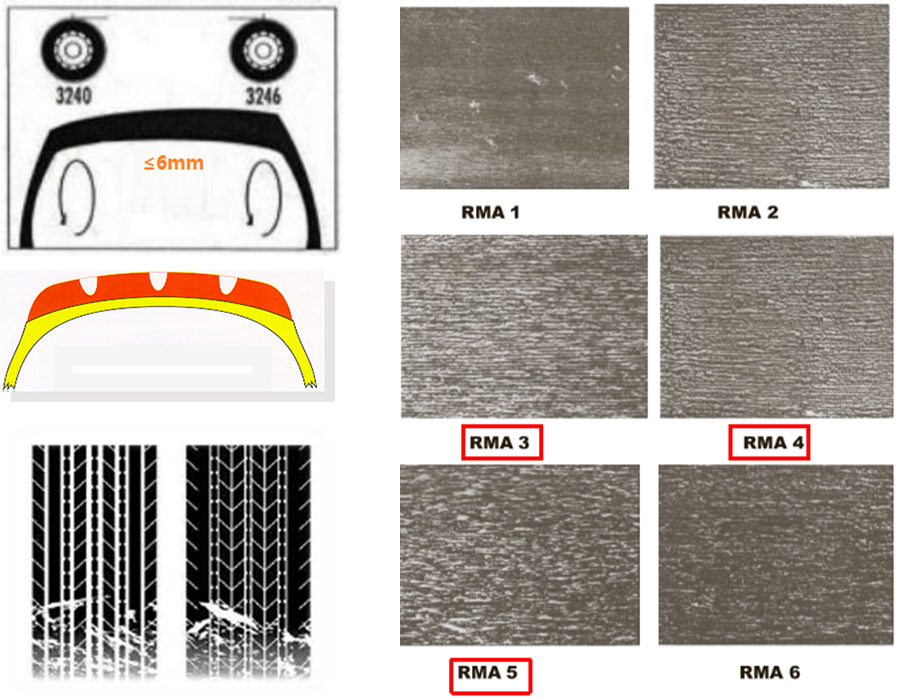
7. Mẫu độ nhám mài tiêu chuẩn RMA (được sử dụng để đánh giá độ mòn của đầu dụng cụ mài)
8. Kính bảo hộ có bảo vệ bên
9 、 Giày bảo hộ lao động
Ⅱ Điều kiện quy trình:
1. Áp suất khí nén: 5 ~ 8kg / cm
2. Áp suất lạm phát lốp: 1.5kg / cm2.
Ⅲ Tiêu chuẩn chất lượng vị trí đệm:
1. sau khi mài lốp, bề mặt mài phải được bảo dưỡng bằng một lớp cao su 1,5 ~ 2,5mm.
2.Sau khi mài, diện tích đường thân lốp cho một chỗ không được lớn hơn 1% diện tích lốp bị mài mòn ,;
Tổng diện tích đường ngoài không được lớn hơn 2%, độ sâu đường đánh bóng không làm tổn thương lớp vải dây.
3. Sau khi mài, lỗ thủng lốp và các khuyết tật khác của mỗi lốp không được vượt quá 3, và khoảng cách giữa hai vết thương không được nhỏ hơn 1/6 chu vi của lốp.
4. Yêu cầu mài:
4.1 Độ sâu mài phải được kiểm soát ở mức 1,5-2mm. Độ hoàn thiện cao của bề mặt được đánh bóng: RMA 3 ~ 5.
4.2 độ lệch bề mặt mài, độ lệch bề mặt mài vành lốp không lớn hơn 1MM °
4.3 chiều rộng của đỉnh đánh bóng phải bằng hoặc nhỏ hơn 1/16 inch (2mm) chiều rộng cơ sở của gai lốp và kích thước gai được sử dụng phải phù hợp với các thông số của lốp (bán kính mài của máy phải được thiết lập phù hợp với các thông số của lốp xe).
Sự an toàn:
1.Trước khi đánh bóng , loại bỏ các vật chất lạ có thể nhìn thấy, bao gồm đá, đinh, ốc vít, v.v.
2. bơm hơi không quá 15 psi (1,5 Kg / cm2).
3. kính bảo vệ nhãn
4. không được phép đeo găng tay và mặc quần áo thoải mái
5. tóc dài phải được quấn lại
Vui lòng tham khảo thiết bị máy mài thủ công, hiểu bất kỳ vấn đề an ninh nào.
Mục tiêu sản xuất:
1. Sản xuất an toàn;
2. tiêu chuẩn hóa quy trình, tối đa hóa hiệu quả, sản xuất lốp sửa lại tốt.
Thời gian đăng: 08-06-2020